nakedeyeview.com.my 2008


Chapter 4 - Pilot Pipeline Rehabilitation Project Using No-Dig Techniques
A. General
The high level of NRW losses had been identified as being due to lack of a comprehensive programme of strategic planning in rehabilitation and upgrading of buried assets particularly ageing pipelines. This short coming had been recognized by the Selangor Waterworks Department which initiated a demonstration project with the aim of determining the applicability and cost effectiveness of modern pipeline rehabilitation techniques under local Malaysian conditions.
"NO-DIG" techniques in pipeline rehabilitation have now widely used in many developed countries where the traditional open cut is no longer acceptable due to the inconvenience caused to public and traffic. Current "NO- DIG" techniques were developed primarily to rehabilitate ageing cast iron mains. However, in Malaysia the predominant pipe material used is Asbestos Cement and therefore it has been necessary to investigate the applicability and cost effectiveness of these modern "NO-DIG" techniques under Malaysian conditions.
The consortium, comprising Bina Runding, ACER John Taylor, John Kenndy (Civil Engineering) Ltd. and Pipeline Cosultants Ltd was appointed to carry out detailed investigations and trial applications of four contemporary pipeline rehabilitation techniques, namely pipe-bursting, swage-lining, slip-lining and cement mortar lining. A total length of 8 km of the existing pipelines with diameters between 200 mm and 600mm at four different locations were selected to demonstrate the suitability and effectiveness of these rehabilitation techniques under the local conditions.
B. The Four “NO-DIG” Techniques
Four "NO-DIG" techniques were introduced into Malaysia through a Pilot Pipeline Rehabilitation Project implemented by Jabatan Bekalan Air Selangor. The four techniques are:
1. Pipe Bursting or Replacement Moling;
2. Ambient Swage Lining;
3. Slip Lining and
4.Scraping and Cement Mortar Lining.
The methodology and results of implementing the above techniques in selected areas in Selangor are present here. The actual costs incurred in carrying out the work are also presented together with a cost comparison between the "NO-DIG" techniques of pipeline rehabilitation and the traditional 'Open Cut' pipelaying method.
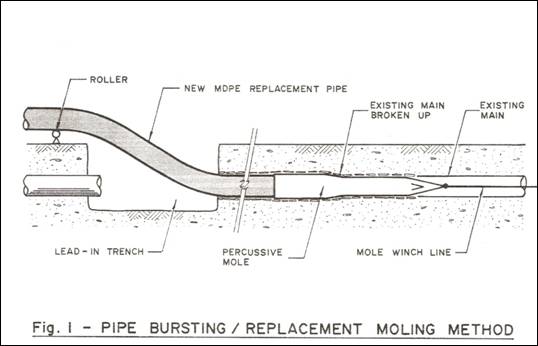
1. Pipe Bursting or Replacement Moling
The use of the pipe bursting method in mains replacement was demonstrated on an 8 inch dia. AC main along Jalan Banting, Pandamaran, Port Klang. The replacement main used was a 225mm dia medium density Polyethylene (MDPE) PNlO pipe manufactured locally. These pipes were manufactured generally complying with ISO CD 4427 - Specification for Polyethylene (PE) Pipes For Water Supply. The total length of main replaced was 2600m which included 38 ferrule connections, 2 branch connections and 6 industrial connections.
Pipe bursting involves the installation of a replacement pipeline on the line of the existing pipeline. A schematic diagram of the method used is shown in Fig. 1. The existing pipeline is broken and the cavity enlarged by a percussive mole to allow immediate installation of the new pipeline without the need for extensive excavation. This method allows the replacement pipe to be of the same or a larger diameter than the existing main. Up to 100m of pipe can be installed at any one time using this technique, and large radius bends in the pipeline can be accommodated.
The pneumatically powered impact mole is winched along the inside of the existing pipeline, breaking it and compressing the broken pipe fragments into the surrounding soil. The new MDPE pipe is pulled behind the mole into the bore so formed. By oversizing the impact mole, a pipe larger than the original main may be installed.
The mole comprises a horizontal reciprocating hammer acting within a cylinder fitted inside a tapered head. The reciprocating action provides forward thrust and radial force to break the existing pipeline and to pull the replacement pipe. The forward motion of the mole is usually assisted by a tractor mounted winch.
Progress of the mole can be slowed down, and in some instances, stopped if there is a concrete surround to the pipeline. Similarly, thrust blocks, repair collars, steel pipe and steel couplings are a barrier to the passage of the mole. Prior to commencement, steps must be taken to identify and remove such potential obstacles. In -line valves or air valves which can be reused must also be removed so as to prevent them from being damaged by the mole. At present, impact moling can only be used on cast iron, UPVC, AC or unreinforced concrete pipes.
Having installed the replacement MDPE pipe, all fittings, pipe specials and ferrule connections have to be reinstalled. Connections are usually made using electro fusion, socket fusion or flanged connection techniques. Reconnection of communication pipes is carried out using small area of individual excavations for each connection. New electrofusion saddle tappings are fused onto the replacement pipe, and polygrip couplings introduced to connect new PE communication pipes to the existing galvanised iron pipework.
After installation, the new MDPE main is first flushed out and then disinfected prior to returning the main to service. Normally, this is done when the existing main is out of service is 8 to 12 hours.
The site selected for demonstrating this technique was in an area of marine clay. The major restriction to pipe bursting in these ground conditions was the depth of soil cover to the original pipeline. For soil cover up to 15m no problems were encountered. However, when cover to the existing main exceeded 15m the rate of progress of the mole was reduced significantly (The maximum cover experienced at this site was 1.8m).
The only other restriction encountered was where steel pipe was used, for example under factory access roads and which had not been detected previously. When the mole encounters steel pipe, attempts to thrust its' way forward and inevitably becomes jammed in the pipe. These sections of steel pipe therefore had to be relaid using traditional open cut trenching methods.
Insertion rates were also found to be dependent on the length of pipeline to be inserted. This is due to the weight of, and friction on, the pipe string. During bursting, AC push fit collars and cast iron Gibault couplings encountered burst satisfactorily, although movement of the mole was hampered for a few seconds until bursting was achieved.
In general, for every 50 to 60m of pipe replaced, about 6m of lead-in open trench excavation was required. Existing utility services crossing or in the vicinity of the pipeline being rehabilitated were unaffected by the works and no cracking of the road pavement occurred.
2. Ambient Swage Lining
The use of ambient swage lining in pipeline rehabilitation was demonstrated in Jalan Tandang, Petaling Jaya. The existing main was a 10-inch dia. AC pipe which exhibited significant leakage levels. The replacement main used was a 250mm dia MDPE PN6 pipe manufactured locally. The total length of main lined was 1200m which included 7 ferrule connections, 1 branch connection, 5 industrial connections, 1 cross connection and 8 hydrants and air valves.
Ambient swage lining involves the installation of an MDPE pipeline as a close fit internal liner within the existing (host) main. The method used is illustrated in Fig. 2. This method of inserting MDPE pipes eliminates the annulus between new and old pipes thus maximising the bore.

Using this technique, pipelines several hundred metres long can be rehabilitated in one operation. Lengths of MDPE pipe with a diameter slightly larger than the bore of the existing pipeline are strung out and joined by butt fusion welding with the external beads removed. This single liner pipe is then drawn through the ambient swage lining unit that contains a split reducing die. The winch tension which is applied to the liner maintains the reduced outside diameter of the MDPE pipe, which is drawn into the pre cleaned pipe being rehabilitated. When installation of the MDPE liner is complete, winch tension is then released and the liner attempts to regain its original cross section by increasing in diameter and decreasing in length until it comes into firm contact with the original pipe. A close fit is then formed.
The split reducing die is installed within the launch pit excavation and is mounted on the end of the existing pipe to be lined. This minimises setting up time and removes the need for anchoring the reducing die to the road surface. The MDPE pipe is drawn through the die at about 4 to 6 metres per minute, thus installation is rapid once all preparations have been completed.
Since this technique depends on the final product being a close fit liner, cleanliness of the internal diameter of the host main is most important. This is achieved by plunging the main thoroughly, and then carrying out closed circuit T.V. (CCIV) inspections of the full length of the inside of the main prior to installing the liner. Use of CCIV also enables any physical obstructions to be identified.
The operation of stringing out the MDPE pipe and jointing by butt fusion welding is similar to that used for pipe bursting. Also, the procedures for T pieces and ferrule connections are as previously described for pipe bursting.
Detailed planning for the ambient swage lining operation is essential to ensure that all materials are on site, all connections are identified and dealt with properly, and hence excavation and inconvenience both to the consumer and to any road traffic is kept to a minimum.
The only difficulty encountered during the demonstration of this technique related to the variation in internal diameter of the existing A.C. main. Original investigations prior to commencement of the work indicated an internal diameter of between 245 and 250 mm. However, these proved to be inaccurate as the actual internal diameters varied from 239 to 250 mm.
This presented some difficulties with the use of the 12% reducing die. However, these were overcame and the work proceeded smoothly. The difficulties did, however, highlight the need to undertake a thorough investigation of the maximum and minimum internal diameters of the host main prior to mobilising the equipment to site.